




 當前位置:
當前位置:

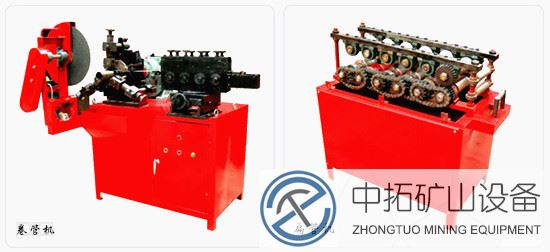

波紋管制管機
簡介
ZG130型制管機是生產預應力混凝土預留孔道金屬波紋管的設備,采用鍍鋅或冷軋鋼帶(黑帶)卷制成雙波形經咬邊扣壓而成波紋管,本機體積小、效率高、操作維護簡單,適于工地或工廠集中使用。工作原理
制管機由有級變化電機的拖動,牽動被動軸芯軸,由芯軸下一個斜傳動輪齒與好幾個直傳動輪齒轉動,提升鋼表帶,鋼表帶經四組滑動壓波并翻邊后,纏在芯軸上,多加壓合輪轉動,壓密輪壓紋及壓緊輪壓緊后作為螺旋運動狀波浪管。

參數
主電機功率:3kw轉速:1430r/min
切割電機功率:0.75kw
轉速:1380r/min
鋼帶寬度:36mm
鋼帶厚度:0.2-0.35mm
卷管直徑范圍:35-135mm
生產速度:普通電機:4m/min
無級變速:8-12m/min
重量:576kg
尺寸:1100x800x1360mm
特點:
該機體積小、結構緊湊、效率高、操作維護簡單,適用于施工現場和工廠集中生產使用。且密封性能好,便于施工。電機采用無級變速,出管率高,經久耐用。同時生產與之配套的扁錨用bgj90型制扁管機。本機生產的波紋管主要應用于用于后張法的預應力混凝土橋梁、大型建筑等工程中的預應力成孔。
波紋管制管機作用:
這個波紋管制管機是做什么用的呢?它一連串的設備都會聯系到那些呢?那我我來跟大家來說一下吧。首先,橋梁需要穿線那么就要用到波紋管,因為沒有波紋管的話鋼絞線是沒有地方穿的,那么這個波紋管制管機呢就是卷波紋管的,那么卷完波紋管之后就需要用到一個設備就是扁管機,用這個設備把咱的卷好的波紋管扁成一個橢圓的形狀。這個就做成一個完整的波紋管就可以用了。運轉標準流程及運轉的原理:
原料(鋼帶)→清洗槽→導帶架→成形軋輥→纏繞模頭→咬邊扣壓→成管→切割。工作的設計原理:將0.23~0.4×36±0.5帶鋼到含皂化油的菜盆;在過導帶架,把控好帶鋼偏斜;到四組成的形軋棍,壓模成雙波呈半圓(大力加強筋),一側學習折,左側往下折的款式;再打結于模腦袋,經翻邊輪擠、壓邊輪壓,使學習折和往下折邊圍繞讓直齒壓花機輪折痕,兩方下頜骨后,經壓緊輪夯實即組成優勢互補相扣的水紋管。不間斷纏成覆蓋至可達因人而異特殊要求的長寬高,當管端接處行程英文開關按鈕時,主無刷主軸電機會自行停穩;再用打孔機截斷即達成每根管的加工。驟起動主無刷主軸電機作下每根水紋管。

使用說明:
1、成形軋輥壓出鋼帶左側向上折邊順直切入螺旋套舌口根部,與螺旋形成同一角度。2、螺旋套的位置:舌口應在模頭圓弧-點;當模頭旋轉時與模頭之間無嚴重摩擦。
3、纏繞鋼帶時,初學者-是用手盤皮帶輪進行繳鋼帶咬扣。
4、翻邊輪放置:輪尖接觸模頭的位置應距螺旋套舌口尖端2mm,調整時請勿太用力,以免輪尖擠壓鋼帶壓裂。
5、 壓邊輪緊貼鋼帶,使鋼帶上、下折邊沿著翻邊輪與壓邊輪之間滑走扣緊,調整壓邊輪也勿需太大力,以免易壓裂或壓蹦翻邊輪。
6、 壓花輪與直齒輪:應根據折扣邊的角度,放置輪走向與邊的角度應基本一致;調整時以壓緊、有明顯壓痕即可。
7、 壓緊輪:根據扣好壓邊的邊沿,角度稍微向右擺,力度以手力扭緊,出管時再根據情況調節。
8、 調節翻邊輪、壓邊輪伸縮叉及壓花輪、壓緊輪推進筒的力度盡可能不使用扳手來旋扭,以免造成受力過大或不均時頂主軸變形。
9、接駁鋼帶:a:鋼帶接頭處以剪斜(約30°角)口為佳,兩端搭接約3~4厘米并對齊兩邊,用6~8kw點焊機點焊,點位以距鋼帶邊3毫米及中心點,焊8~9個點為宜。b:手工接鋼帶時接頭口要剪平,并剪掉尖角(5×45°),然后折約5mm長度,兩邊接頭對扣并錘平緊貼,把固定彈簧兩端的螺桿松開,穿好鋼帶后在上緊,此接法再過軋輥時要緩慢,切忽快速以免脫扣。
 掃描二維碼進入手機站
掃描二維碼進入手機站